全新兼容柯尼卡美能達DR214K黑色充電輥量大從優
充電輥歷史演變1代充電輥采用純金屬材質,易損傷感光鼓,1980年代主導市場。第二代橡膠輥改善彈性但易老化,1990年代普及。第三代復合輥金屬芯+彈性層+導電涂層,2000年代成為主流。第四代智能輥集成傳感器,實時監測狀態,2010年代開始應用。第五代環保輥采用生物基材料和可回收設計,2020年代興起。技術演進方向包括材料創新、能效提升和智能化。每一代產品都好的提升打印質量、延長壽命并降低環境影響。歷史發展反映復印技術從機械向智能、環保方向的轉變。充電輥驅動電機堵轉保護,異常時自動斷電,預防過熱。全新兼容柯尼卡美能達DR214K黑色充電輥量大從優
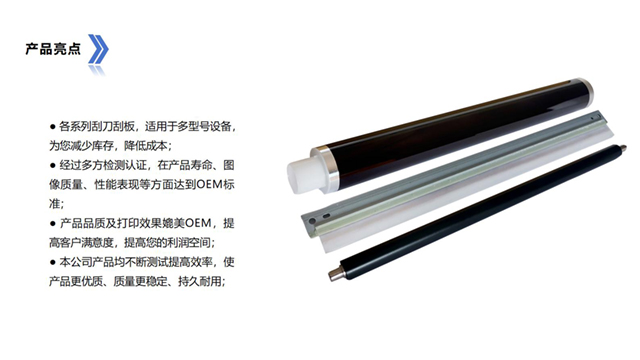
充電輥與鼓芯的匹配標準:直徑與傳動比的科學依據充電輥直徑通常為鼓芯的0.8-1.2倍,傳動比遵循1:1.2-1:1.5原則。例如:鼓芯直徑60mm,充電輥直徑50mm,通過齒輪組(模數0.5,傳動比1.2)實現線速度同步(誤差<0.1%)。不匹配的傳動比會導致電荷分布滯后,產生橫向條紋缺陷。圖文要點:繪制傳動齒輪組示意圖,標注直徑、模數、傳動比參數。環保型充電輥的技術創新:生物基材料與可回收設計永貞科技推出的生物基充電輥,橡膠層采用30%大豆油基聚氨酯,廢棄后可通過熱裂解回收50%的多元醇原料。金屬芯軸采用無氰電鍍(鎳磷合金),廢水重金屬含量<0.1ppm。可回收設計使95%部件循環利用,較傳統產品碳足跡減少40%。圖文要點:展示生物基材料的分子結構示意圖,配產品回收流程流程圖。Bizhub C364e充電輥生產廠家陶瓷涂層充電輥在濕度85%環境下仍保持電荷穩定性。
充電輥與鼓芯的匹配標準充電輥直徑需與鼓芯直徑嚴格匹配,通常遵循1:1.2-1:1.5的傳動比。以佳能iR-ADV6575為例,鼓芯直徑62mm,充電輥直徑50mm,通過齒輪組(模數0.5,傳動比1.24)實現同步轉動,線速度誤差<0.1%。不匹配的傳動比會導致電荷分布滯后,產生縱向條紋缺陷。充電輥的壽命影響因素充電輥壽命受環境濕度(比較好范圍45%-65%RH)、碳粉導電性(電阻率10?-101?Ω?cm比較好)及打印覆蓋率影響。在20%覆蓋率、濕度60%RH工況下,普通橡膠輥壽命約20萬印次,而陶瓷復合輥可達80萬印次。高溫高濕環境會加速橡膠老化,建議每季度檢測輥體表面電阻。
充電輥經濟性分析初始成本與長期費用的平衡是關鍵。高復合輥雖單價高,但壽命長、更換頻率低,總體成本更低。質量輥體減少停機時間,提高生產效率。能耗方面,高效輥體可降低10-15%用電成本。維護成本包括清潔用品、人工和檢測設備投入。廢棄物處理費用需考慮環保法規要求。質量不達標的低價輥可能導致更高的感光鼓磨損,增加綜合成本。生命周期成本分析應包含直接成本和間接生產成本。投資高性能充電輥通常會在1-2年內通過減少故障和提高質量收回成本。防靜電涂層輥體電阻 10?Ω,消除碳粉靜電吸附,減少設備粉塵污染。
充電輥行業標準國際標準如ISO10560定義了充電輥電氣特性和機械要求。電阻率標準通常在10^6-10^9Ω·cm范圍。厚度公差控制在±0.05mm以內。表面粗糙度Ra值要求≤0.5μm。耐久性測試需通過連續打印100,000頁無性能下降。環保標準如RoHS限制有害物質含量。兼容性標準確保與主流機型匹配。行業認證如UL和CE確保安全可靠。企業標準往往超越基礎規范,追求更高性能。定期標準更新推動技術創新,如新的標準要求更嚴格的臭氧排放控制和能效指標。充電輥表面粗糙度Ra 0.8-1.6μm(ISO 4287標準)。全新兼容Bizhub C286i充電輥供應商家
充電輥導電涂層附著力 5B 級,長期使用不剝落。全新兼容柯尼卡美能達DR214K黑色充電輥量大從優
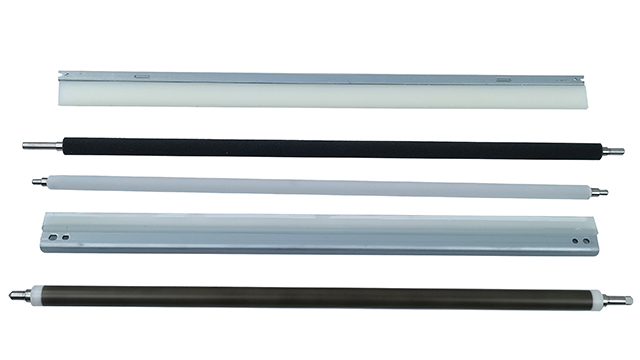
每種類型都有其適用場景,需根據打印量、環境條件和質量要求選擇。現代復合輥通過材料工程優化,在彈性、導電性和耐磨性之間取得比較好平衡。充電輥生產工藝生產過程包括精密金屬加工、多層材料復合和表面處理。金屬芯軸經拋光、清洗后鍍鎳防銹。彈性層采用模壓成型,確保均勻厚度和回彈性。導電層通過噴涂或浸漬工藝形成,需嚴格控制石墨含量以達到目標電阻率。表面涂層采用靜電噴涂或化學氣相沉積,形成均勻保護層。關鍵工藝參數包括層間結合強度、表面粗糙度(Ra≤0.5μm)和厚度公差(±0.05mm)。在線檢測系統監控每道工序質量,確保產品一致性。特殊工藝如等離子處理可增強層間粘接,激光雕刻用于編碼和追蹤。整個生產過程在無塵環境中進行,保證產品高可靠性。全新兼容柯尼卡美能達DR214K黑色充電輥量大從優
- 全新兼容ECOSYS M5521cdn刮刀刮板供應商家 2025-04-27
- 柯美DR512CMY彩色刮刀刮板生產廠家 2025-04-27
- 全新兼容Bizhub 558e刮刀刮板廠家供應 2025-04-27
- 柯美BHC224充電架批量定制 2025-04-27
- IM600F充電輥批量定制 2025-04-27
- 全新兼容ECOSYS M2135dn顯影組件打印一體機配件 2025-04-27
- 全新兼容ECOSYS M2835dw顯影倉量大從優 2025-04-27
- MPC5504充電架各復印機配件 2025-04-27
- 全新兼容ECOSYS P2235dn顯影倉供應商 2025-04-27
- 全新兼容柯尼卡美能達DR313K黑色充電輥批發廠家 2025-04-27
- 專注心理測評的中學生心理健康量表智能版SAS焦慮自評測試 2025-04-27
- 鹽城特殊課桌價格 2025-04-27
- 防凍打印機租賃電話 2025-04-27
- 上海常用實驗室設備性價比 2025-04-27
- 河源人教版道德與法治初中教輔學習解決方案 2025-04-27
- 簡約中型貨架訂做廠家 2025-04-27
- 廣州AI智能語音轉寫怎么樣 2025-04-27
- 陜西書銘訂折機 2025-04-27
- 購買書銘訂折機廠家直銷 2025-04-27
- 南通質量課桌共同合作 2025-04-27